Models Covered
- 240 Series
- 260 Series
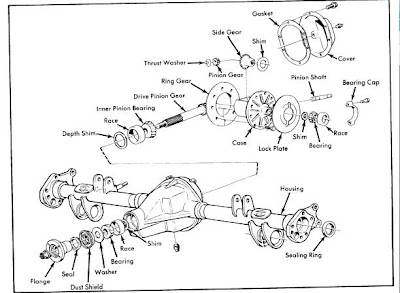
Rear axle assembly uses a hypoid type ring gear and pinion gear set. Semi-floating axle shafts are retained in housing by tapered roller bearings and a bearing retainer at housing outer ends. Bearing clearance is not adjustable and is determined by bearing design. Differential adjustment is accomplished by the use of shims.
AXLE RATIO & IDENTIFICATION
A plate attached on left side of axle housing gives axle ratio part number, and serial number.
REMOVAL & INSTALLATION
AXLE SHAFT & BEARINGS
1) With vehicle raised and wheels removed, disconnect brake line from caliper. Remove disc and caliper. Loosen bolts for thrust washer through holes in axle flange. Pull out shaft using suitable puller. Remove inner sealing ring using a puller or by prying it out with a screwdriver.
2) Press bearing and lock ring off axle shaft using suitable tools. Remove oil seal. Fill space between new seal lips with grease, then install seal on axle shaft. Install bearing and new lock ring by pressing on axle shaft. Always use a new lock ring and insure that bearing is installed with taper away from axle shaft flange.
3) Use a suitable seal installing tool and install inner seal ring. Fill bearing with good quality grease. Also fill space between seals and between seal lips with grease. Install axle shaft and tighten thrust washer bolts. Install brake disc and caliper, reconnect brake line, bleed and adjust brakes. Install road wheels and lower vehicle
PINION FLANGE & SEAL
1) Disconnect rear section of propeller shaft from pinion flange. Check for looseness of pinion in its bearing. If it is loose, this must be remedied before a new oil seal is installed. Remove nut from flange using suitable flange using suitable flange holding tool. Pull off flange using suitable puller. Pull out old oil seal.
2) Coat seal lip of new ring with grease. Also lubricate the spring coil so it does not jump off during installation. Install oil seal using suitable seal installing tool. Press on flange using suitable pressing tool. Install flange washer and nut and tighten. Reconnect propeller shaft.
AXLE ASSEMBLY
1) With rear of vehicle raised and supported and wheels removed, support rear axle with suitable jack and holding fixture. Remove upper attaching bolts for shock absorber and parking brake cables from levers and brackets on brake backing plate. Remove propeller shaft from pinion flange and remove pipe union from rear axle housing.
2) Disconnect Panhard rod from bracket on rear axle housing and remove lower attaching bolts for spring. Lower jack until trailing arms release from spring. Loosen bolts holding rear axle housing to trailing arms. Lower jack and pull rear axle assembly forward.
3) To install, move axle under vehicle and install bolts for support arms and torque rod. Raise jack until Panhard rod can be installed. Install attaching bolts for spring and tighten nuts for support rods and trailing arms. Install bracket, union, and brake hoses. Reconnect propeller shaft to pinion flange. Install upper bolt for shock absorbers and reconnect parking brake cable. Adjust parking brake and bleed brakes. Install wheels and lower vehicle
OVERHAUL
DISASSEMBLY
1) Place axle assembly in suitable holding fixture with pinion flange pointing downward. Remove brake lines and axle shafts. Remove inspection cover. If final drive is being reconditioned because of noise, run a tooth contact pattern check before disassembly as this may assist in locating fault.
2) Check alignment marking on bearing caps and carrier. If there are no marking, or if they are difficult to see, mark one side with a punch. Remove cap. Using a suitable case stretching tool, lift out carrier with ring gear. Turn final drive over and drain oil. Remove pinion flange and press out pinion. Remove pinion front bearing washer and oil seal with a suitable driver.
3) If necessary, drive out rear pinion bearing from case using a suitable drift. Clean axle case gasket surface and remove any burrs present. If necessary, pull of rear bearing from pinion using a suitable puller. Pull off differential carrier bearing with suuitable puller and retain shims. Remove lock plate for ring gear bolts, remove bolts and ring gear. Drive out lock pin securing differential gear and remove shaft, gears and thrust washers.
INSPECTION
Inspect all parts for wear or damage. Also install differential gear into carrier together with shaft and thrust washers. Use no lubricant. Now, check play of differential side gears. If play exceeds specifications when gears have been rotated to maximum play, replace thrust washers with thicker ones.

REASSEMBLY & ADJUSTMENT
Case Assembly - Place differential side gears together with thrust washers in differential carrier. "Roll" in both side pinions simultaneously with dished thrust washers, then drive in shaft. Install ring gear, making sure that contact surfaces are clean and without any burrs. Install new ring gear bolts and tighten.
Drive Pinion Depth & Bearing Preload - 1) Clean marking surface on drive pinion. Install adjusting ring tool (2685) and (2841) on pinion and place this assembly into housing. Place pinion on carrier so bolt on adjusting ring faces large side of carrier.

2) The pinion should have a certain nominal measurement to the center line of the ring gear. Due to manufacturing tolerances, there are deviations from this nominal measurement. On rear axles made by Volvo, the deviation is always positive and is indicated hundredths of a millimeter. The plus sign is excluded.
3) Place pinion gauge (2393) on ground surface of pinion and adjusting jig (2393) in differential bearing positions. Place dial indicator retainer (2284) with dial indicator on gasket face of axle housing with dial indicator foot touching adjusting ring. Zero dial indicator. Now move indicator over until it touches pinion gauge. If the pinion is, for example, marked 33, the pinion gauge should lie .013" (.33 mm) under adjusting fixture. The setting is adjusted by turning cam on pinion until dial indicator shows correct value, then lock adjusting ring with set screw.
4) Remove measuring tool and pinion. Place complete rear pinion bearing with outer ring in measuring fixture (tool 2600). Put on plate, spring and nut with flat side of nut facing up. Rotate plate and bearing several times so that rollers take up correct set. Place adjusting ring in retainer (tool 2284) and dial indicator opposite adjusting ring, zero indicator. Set pointer of indicator to outer ring of bearing. The indicator will now show directly the thickness the shims should have. Measure shims for correct thickness with micrometer. Since it is unlikely to find a shim with the exact thickness required, shim may be .0012" (.03 mm) thicker or .002" (.05 mm) thinner than measured value.

5) Press rear bearing on pinion with suitable sleeve. The washer under rear bearing inner ring must NOT be installed when overhauling. Place measured shims in axle housing and press in both outer rings of bearings using suitable tool. Insert pinion in housing and install three .03" (.75 mm) thick shims and front pinion bearing. Pull pinion into housing using suitable tool. Install washer and nut on pinion shaft and tighten to specifications.
6) Install pinion gauge and dial indicator retainer. Pull down pinion while rotating it backwards and forwards. Set dial indicator to zero. Press pinion upwards while rotating it forwards and backwards. Dial indicator will read clearance.Remove pinion and remove shims corresponding to the measured clearance plus .003" (.07 mm). Reinstall pinion. Now use torque gauge to check pinion bearing torque. Adjust shim thickness if required to obtain specified torque. Recheck pinion depth using measuring tools as described in step 3.

Backlash & Side Bearing Preload - 1) Lubricate inside of adjustment rings (tool 2595) and install then on differential carrier. Ring with block oxidized adjustment ring should be placed on ring gear side. Also lubricate bearing bores in carrier. Install carrier and adjustment rings in axle housing.
2) Use dial indicator and adjust ring so that specified backlash is obtained. Backlash may vary within backlash range but get as closer to specified backlash as possible.
NOTE - Due to altered manufacturing and test procedures, it is no longer possible to determine correct installation of gears by means of a contact pattern test. The pinion gear should always be installed in its marked position regardless of the contact pattern.
3) If the gear set is correctly installed, but still causes noise, try re-positioning the pinion gear .002 (.05 mm) plus or minus (try plus first). This may help if the pinion gear has been incorrectly marked.
4) After correct backlash is obtained, remove carrier and adjustment ring. Place adjusting ring and bearing into measurement fixture with flat side of nut facing downwards. Rotate plate several times. Install dial indicator and retainer tool (tool 2284) and zero indicator on adjusting ring. Place measuring point of indicator facing bearing and read off indicator.
5) Use a micrometer to form a shim pack equal in thickness to clearance indicated by dial indicator plus .003" (.07 mm). Place shims together with measured bearing to one side. Repeat this procedure with the other bearing. Install shims on differential carrier, making sure which side respective bearing and shims are installed on, and press on bearings using suitable drift. When installing second bearing, use suitable support so as not to damage first bearing.

NOTE - Do not forget to lock cover for ring gear bolt.
6) Install tool (2394) on pinion carrier and expand tool until pins are flush against hole edges in carrier, then tighten screws an additional 3 1/2 turns. Install differential carrier and outer rings. Install bearings caps and tighten bolts to specification.
7) Install pinion oil seal and flange, and inspection cover and gasket. If inner oil seals for axle shafts were removed, drive them in with suitable tool. Reinstall axle shafts and adjust end play if necessary. install brake discs, caliper and brake pipes. Bleed and adjust brakes.










0 comments:
Post a Comment